Software detects debris in frozen food product using colour analysis
Mike Edwards
Features food processing Matrox Imaging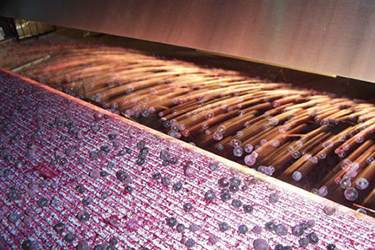
If you’ve bought blueberry muffins or bagels from your local grocery store, the berries have likely made a very long journey from the fields to your stomach. Before reaching your plate, the picked berries pass through a rigorous, multi-step inspection process that until recently utilizes mechanical, optical and human methods.
Once the wild blueberries are harvested by tractor, they are immediately flash-frozen and stored until the producer receives an order. Prior to inspection, the fruit passes through a series of mechanical sorting and washing procedures to separate the berries from the leaves and twigs that get picked up from the tractors.
Then the berries are poured onto a gravity-based laser sorter to remove additional foreign matter before entering a manual inspection area where the berries are sorted by the plant’s employees. The fruit is then shipped to customers in the food industry, not directly to the consumer.
In a plant that inspects 30,000 lb of fruit an hour and removing 100% of the foreign matter is the primary goal, trying to improve quality control is both a necessity and a challenge.
A North American blueberry producer had such a challenge for Orus Integration, a machine-vision systems integrator in Boisbriand, QC. The customer commissioned Orus to design a machine vision-based blueberry inspection system to replace its current optical-based system and eventually reduce some of the labour costs associated with the manual inspection step.
Orus Integration’s team of engineers believed that a colour-based machine vision system was the way to go. “Many of our competitors offer systems with optical inspection, but those can’t use colour analysis and don’t generate result data,” says Louis Dicaire, project manager at Orus Integration. “Initially, we could guarantee our system would catch 94% of the foreign material. Our tests caught 97%.”
The Orus FL6500C blueberry inspection system currently uses five colour Marlin 1394 cameras connected to three Meteor-II/1394 adapter cards from Matrox Imaging to cover the 60-inch width of the conveyor. The image data is analyzed by the Matrox Imaging Library (MIL); results are sent to an Omron PCL via Ethernet cable to control the reject mechanism. A white strobe illuminates the inspection area.
First the berries are dumped onto a vibrating conveyor whose surface is designed with “lanes” to help the berries sort themselves into single layer, facilitating inspection. Then the berries are transferred to a conveyor with a textured belt that grips the berries to bring them to rest within the first two feet of the 12-ft belt. “The textured conveyor almost works too well!” recalls Dicaire. The vision system is positioned over the end of the textured conveyor and captures the images of the berries as they are “thrown” off the edge.
The textured conveyor on the FL6500C moves at a rate of 600 feet/minute, so the entire system’s timing is critical for optimal operation. The system pulses every 1/8 in.; the 20th pulse (every 2.5 in.) triggers the cameras for a 120 µs-exposure. Inspection relies almost solely on MIL’s blob analysis module, and each blob is analyzed according to its average hue, average brightness in the red layer, size and roundness.
Based on this criteria, ice chunks can be rejected based on colour, for example, and other foreign particles such as twigs or insects can be rejected based on their lack of roundness and/or colour.
Unripe or overripe fruit can also be caught based on their colour values or size, as can other fruit such as cranberries, which sometimes ends up in the blueberries.
An array of air jets directs the particles that fail inspection onto a reject plate. The air jets are positioned over the 14-in. gap between the textured conveyor and a third conveyor. When the processing locates the “bad blobs”, their positions are converted to a reject array which corresponds to the air jets which shoot the matter out of the path of the good berries.
Since the engineers at Orus are experienced MIL users, most of the project’s challenges were mechanical: assembling components and handling the speed. Maintaining the timing for reject mechanism was vital to the mechanics and image processing, because the engineers only have a 20 ms window available for the analysis and creation of reject array. If the air jets are engaged for too long, they will direct good fruit onto the reject plate. Furthermore, the processing of each image has to take the same amount of time, regardless of the number of berries in the image; the processing of frames with more berries cannot take longer.
“The number of berries per image is quite random, and we didn’t want to limit the number of blobs that could be processed in a given image,” explains Dicaire. “And since Matrox optimized the algorithm to separate the hue layer for MMX, the 20 ms time requirement could be met.” Finally, Orus felt the project should be product independent, so the system could be easily modified for other foods.
The first advantage the FL6500C has over its competition is speed. The system’s reject mechanism is also unique; it inspects 20,000 berries/sec and relies on logic to locate and reject the bad blobs. Flexibility is also key, since the operator has full control over the tolerances and performance for shape and color analysis, as well as the timing of the air jets.
In addition, the user can easily find out exactly how many blueberries are inspected and rejected in a given batch. No product for that industry provides such a wide array of both quantitative and qualitative results. Although the FL6500C was developed for a specific customer, “we wanted to ensure the system was product-independent so that we could adapt it for other food products such as coconuts or cranberries,” notes Dicaire.
Print this page