Automotive industry manufacturers have basic requirements from their suppliers – they want on-time delivery, accuracy, and sufficient available stock. They want perfect parts, but they want them to be immediately available at a price they can control.
Automotive industry suppliers need to have the ability to maintain production volume and quality, while maintaining a competitive edge through cost containment.
 The big automotive companies hold their suppliers to very strict requirements relative to quality while expecting them to be very flexible in response to fluctuating demand, and still produce parts as economically as possible. Nearly every component manufactured for use in the automotive industry has CNC manufacturing involved in its production. Perhaps it’s time for automotive manufacturers to take a giant step backward and get down to the basics of manufacturing issues that exist on the production floor, which cost the industry billions of dollars per year and go largely unrecognized.
The big automotive companies hold their suppliers to very strict requirements relative to quality while expecting them to be very flexible in response to fluctuating demand, and still produce parts as economically as possible. Nearly every component manufactured for use in the automotive industry has CNC manufacturing involved in its production. Perhaps it’s time for automotive manufacturers to take a giant step backward and get down to the basics of manufacturing issues that exist on the production floor, which cost the industry billions of dollars per year and go largely unrecognized.
Tooling is a vital and often overlooked process in the production of automobiles, as every single part of a new car requires a unique tool. What if an invisible problem inherent to CNC manufacturing existed? What if an actual flaw in the tooling was robbing manufacturers of the ability to produce parts accurately, and interfering with the production rates and cost containment? One of the major initiatives at the forefront of today’s automotive manufacturing community is to answer these challenging tooling cost containment questions and find progressive solutions therein.
HIGH TORQUE INCEPTION / TOOLING COST REVELATION
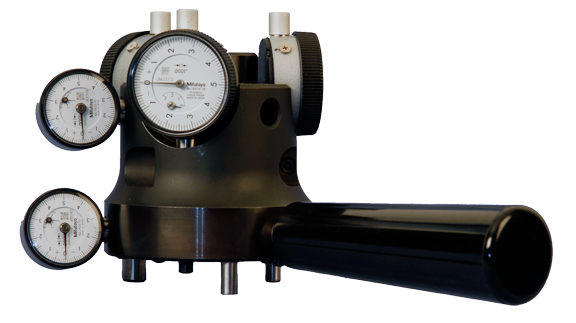
A few years ago, Boeing contacted one of their tooling manufacturers, Briney Tooling Systems, a leading supplier of CNC tool holders and shrink fit tooling systems in North America, reporting that they had performed testing that revealed a flaw in the V-flange tooling they were using. Requesting a solution, Briney reached out to JM Performance Products, Inc. (JMPP) for help in resolving the problem Boeing described. In turn, within the following week, JMPP began an intrinsic investigation and ultimately designed a gage that mirrors the interior grind of a CNC spindle. This gage measures movement or growth of the toolholder taper down to 7.5 millionths inch in diameter.
JMPP identified that the essential flaw, the invisible problem plaguing CNC manufacturers, as toolholder expansion. Using their gage to perform extensive testing, JMPP proved that toolholder expansion is caused by the installation of a standard retention knob into a V-Flange holder.
Automotive industry suppliers need to have the ability to maintain production volume and quality, while maintaining a competitive edge through cost containment.
The big automotive companies hold their suppliers to very strict requirements relative to quality while expecting them to be very flexible in response to fluctuating demand, and still produce parts as economically as possible. Nearly every component manufactured for use in the automotive industry has CNC manufacturing involved in its production. Perhaps it’s time for automotive manufacturers to take a giant step backward and get down to the basics of manufacturing issues that exist on the production floor, which cost the industry billions of dollars per year and go largely unrecognized.Tooling is a vital and often overlooked process in the production of automobiles, as every single part of a new car requires a unique tool. What if an invisible problem inherent to CNC manufacturing existed? What if an actual flaw in the tooling was robbing manufacturers of the ability to produce parts accurately, and interfering with the production rates and cost containment? One of the major initiatives at the forefront of today’s automotive manufacturing community is to answer these challenging tooling cost containment questions and find progressive solutions therein.
HIGH TORQUE INCEPTION / TOOLING COST REVELATION
A few years ago, Boeing contacted one of their tooling manufacturers, Briney Tooling Systems, a leading supplier of CNC tool holders and shrink fit tooling systems in North America, reporting that they had performed testing that revealed a flaw in the V-flange tooling they were using. Requesting a solution, Briney reached out to JM Performance Products, Inc. (JMPP) for help in resolving the problem Boeing described. In turn, within the following week, JMPP began an intrinsic investigation and ultimately designed a gage that mirrors the interior grind of a CNC spindle. This gage measures movement or growth of the toolholder taper down to 7.5 millionths inch in diameter.
JMPP identified that the essential flaw, the invisible problem plaguing CNC manufacturers, as toolholder expansion. Using their gage to perform extensive testing, JMPP proved that toolholder expansion is caused by the installation of a standard retention knob into a V-Flange holder.
Briney had reported expansion of their holders with as little as 13 ft./lbs. of torque during retention knob installation. This expansion creates a bulge in the holder at the small end, causing the holder to make contact with the small end instead of the large end. This effectively reverses the way the toolholder is designed to fit the spindle, allowing the holder to move randomly within the spindle. This movement results in a loss of contact between the spindle and the toolholder, and causes a laundry list of issues: vibration and chatter, excessive run-out, poor finishes, shortened tool life, high power consumption, excessive spindle wear, need to slow down, and the need to reduce the depth of cuts.
 Using the taper shank test fixture, JMPP redesigned the knobs, finally reaching a design that eliminated or substantially eliminated toolholder expansion. Their patented High Torque retention knobs are designed to thread deeper into the bore of the holder where there is a thicker cross-section of material to resist deformation.
Using the taper shank test fixture, JMPP redesigned the knobs, finally reaching a design that eliminated or substantially eliminated toolholder expansion. Their patented High Torque retention knobs are designed to thread deeper into the bore of the holder where there is a thicker cross-section of material to resist deformation.
Boeing’s major complaint was associated with the vibration and chatter – that was causing tolerance and finish issues on extremely expensive parts. The introduction of the High Torque knobs effectively eliminated the chatter issues. Once the knobs were made available to the general milling population, JMPP began to get feedback from customers that served to emphasize how rampant and detrimental a problem toolholder expansion represented to the manufacturing community.
CLIENT COST CONTAINMENT / TOOLING CHALLENGE PROFILE
Schuster Mechanical, LLC, a growing CNC job shop focused on auto test equipment, was investigating new CNC machine investments which included TRAK 2op and TRAK LMP. The TRAK 2op is the first portable (2.5’ x 4’ footprint) VMC to focus on Second Operations Work, featuring an eight-station tool changer, and 10,000 RPM spindle. The TRAK LMP VMC is a low volume/high mix production system that incorporates technologies to markedly reduce the changeover times that plague high-mix, low-volume shops.
Owner Robert Schuster wanted to proactively ensure that his spindle cartridge would last as long as possible to maximize the dependability and productivity of the new machining centres. Schuster engaged with JMPP’s sales engineering personnel at an industry trade show, who showed him how their knob’s threads ran deeper into the holder–causing less distortion at the small end of the taper. Schuster was immediately impressed that his holders were not damaged by the expansion caused by the standard knobs, and could still be used in production with the High Torque knobs–with no spindle damage occurring.
Initially, Schuster was considering implementing an HSK toolholder system, but found that it was an expensive system that had too many limitations to justify conversion from V-Flange. The HSK design features a cup-shaped holder that doesn’t provide a long reach, the socket is shallow, and the walls are thin. The High Torque knobs maintain spindle/taper contact, with the benefit of the more affordable V-Flange CAT/BT holder system.
Boeing’s major complaint was associated with the vibration and chatter – that was causing tolerance and finish issues on extremely expensive parts. The introduction of the High Torque knobs effectively eliminated the chatter issues. Once the knobs were made available to the general milling population, JMPP began to get feedback from customers that served to emphasize how rampant and detrimental a problem toolholder expansion represented to the manufacturing community.
CLIENT COST CONTAINMENT / TOOLING CHALLENGE PROFILE
Schuster Mechanical, LLC, a growing CNC job shop focused on auto test equipment, was investigating new CNC machine investments which included TRAK 2op and TRAK LMP. The TRAK 2op is the first portable (2.5’ x 4’ footprint) VMC to focus on Second Operations Work, featuring an eight-station tool changer, and 10,000 RPM spindle. The TRAK LMP VMC is a low volume/high mix production system that incorporates technologies to markedly reduce the changeover times that plague high-mix, low-volume shops.
Owner Robert Schuster wanted to proactively ensure that his spindle cartridge would last as long as possible to maximize the dependability and productivity of the new machining centres. Schuster engaged with JMPP’s sales engineering personnel at an industry trade show, who showed him how their knob’s threads ran deeper into the holder–causing less distortion at the small end of the taper. Schuster was immediately impressed that his holders were not damaged by the expansion caused by the standard knobs, and could still be used in production with the High Torque knobs–with no spindle damage occurring.
Initially, Schuster was considering implementing an HSK toolholder system, but found that it was an expensive system that had too many limitations to justify conversion from V-Flange. The HSK design features a cup-shaped holder that doesn’t provide a long reach, the socket is shallow, and the walls are thin. The High Torque knobs maintain spindle/taper contact, with the benefit of the more affordable V-Flange CAT/BT holder system.
Subsequently, Schuster determined JMPP’s BT30 knobs (JM31109HT) would be a more cost-effective solution to extend the life of the new VMC machines. According to Schuster, “Dependability of the machining centre is very important, and using the JMPP High Torque retention knobs should reduce the failures associated with traditional retention knobs. I specifically like the low tightening torque required to seat the retention knob into the tool holder. I immediately implemented about 30 of these and plan to use them exclusively on all of my TRAK machines/V-Flange systems moving forward.”
HIGH TORQUE / CARBIDE TOOL TEST
Increasingly, the automotive industry is using more carbide tools primarily because they can cut both aluminum and hard materials such as titanium, carbon, and exotic alloys at high speeds. Carbide tooling is expensive and also fragile, so it’s imperative to watch for microfractures which yield poor surface finishes. If a microfracture occurs, the whole tip may disappear and the inserts can be rendered useless.
 Recently, Sandvik, Inc., a high-tech and global engineering group with about 42,000 employees, lent out one of their engineering representatives to test the best retention knobs for Caterpillar with a $1,200 solid carbide tool. The specification included: a toolholder, retention knob, tightening spec, proper placement, and then lock it down. The test’s goal was to get the custom carbide tool to run without shattering.
Recently, Sandvik, Inc., a high-tech and global engineering group with about 42,000 employees, lent out one of their engineering representatives to test the best retention knobs for Caterpillar with a $1,200 solid carbide tool. The specification included: a toolholder, retention knob, tightening spec, proper placement, and then lock it down. The test’s goal was to get the custom carbide tool to run without shattering.
A variety of standard retention knobs did not work. When tested with JMPP’s High Torque knobs tightened to their provided torque specifications, it worked every time with no tool shatter. After witnessing the dramatic testing results, the Sandvik rep stated, “the JMPP knobs may be the biggest savings to the industry for the next 10 years. They are better, faster, provide unbelievable feeds, and can reduce set up times by 40-60 per cent.”
V-Flange tooling by design should be the most efficient, precise and cost effective tooling system available, the rep added.
The fact is, a carbide tip cannot vibrate when it makes contact, or it shatters. Essentially, carbide must smoothly enter into the pocket and maintain its position in the pocket or it breaks. Carbide can last a long time with the right chip load and RPM. It could last weeks, but let it vibrate and it could be minutes. JMPP’s High Torque knobs have been proven to extend carbide tooling life.
HIGH TORQUE AUTO / CONCLUSION
Ultimately, by making a simple change – moving to the High Torque retention knobs – CNC manufacturers across the board can eliminate the vast majority of issues, improve their milling operations, and get the best results while saving money. Moreover, this solution creates a real opportunity for tool shops to grow along with their automotive OEM and Tier One customers in creating progressive tooling cost containment solutions.
HIGH TORQUE / CARBIDE TOOL TEST
Increasingly, the automotive industry is using more carbide tools primarily because they can cut both aluminum and hard materials such as titanium, carbon, and exotic alloys at high speeds. Carbide tooling is expensive and also fragile, so it’s imperative to watch for microfractures which yield poor surface finishes. If a microfracture occurs, the whole tip may disappear and the inserts can be rendered useless.
Recently, Sandvik, Inc., a high-tech and global engineering group with about 42,000 employees, lent out one of their engineering representatives to test the best retention knobs for Caterpillar with a $1,200 solid carbide tool. The specification included: a toolholder, retention knob, tightening spec, proper placement, and then lock it down. The test’s goal was to get the custom carbide tool to run without shattering.A variety of standard retention knobs did not work. When tested with JMPP’s High Torque knobs tightened to their provided torque specifications, it worked every time with no tool shatter. After witnessing the dramatic testing results, the Sandvik rep stated, “the JMPP knobs may be the biggest savings to the industry for the next 10 years. They are better, faster, provide unbelievable feeds, and can reduce set up times by 40-60 per cent.”
V-Flange tooling by design should be the most efficient, precise and cost effective tooling system available, the rep added.
The fact is, a carbide tip cannot vibrate when it makes contact, or it shatters. Essentially, carbide must smoothly enter into the pocket and maintain its position in the pocket or it breaks. Carbide can last a long time with the right chip load and RPM. It could last weeks, but let it vibrate and it could be minutes. JMPP’s High Torque knobs have been proven to extend carbide tooling life.
HIGH TORQUE AUTO / CONCLUSION
Ultimately, by making a simple change – moving to the High Torque retention knobs – CNC manufacturers across the board can eliminate the vast majority of issues, improve their milling operations, and get the best results while saving money. Moreover, this solution creates a real opportunity for tool shops to grow along with their automotive OEM and Tier One customers in creating progressive tooling cost containment solutions.
Print this page
Advertisement
Stories continue below
Related