How to reduce the effects of heat exchanger fouling
By HRS Heat Exchangers
Features heat exchanger fouling HRS Heat ExchangersA leading manufacturer of industrial heat exchangers is warning engineers and those specifying heat exchanger installations not to underestimate the effects of material fouling on performance. Light fouling can impact the heat transfer process, reducing energy efficiency or preventing the heat exchanger operating within its designed parameters. In extreme cases, fouling can completely block heat exchangers, requiring significant intervention to remove or replace the affected equipment.
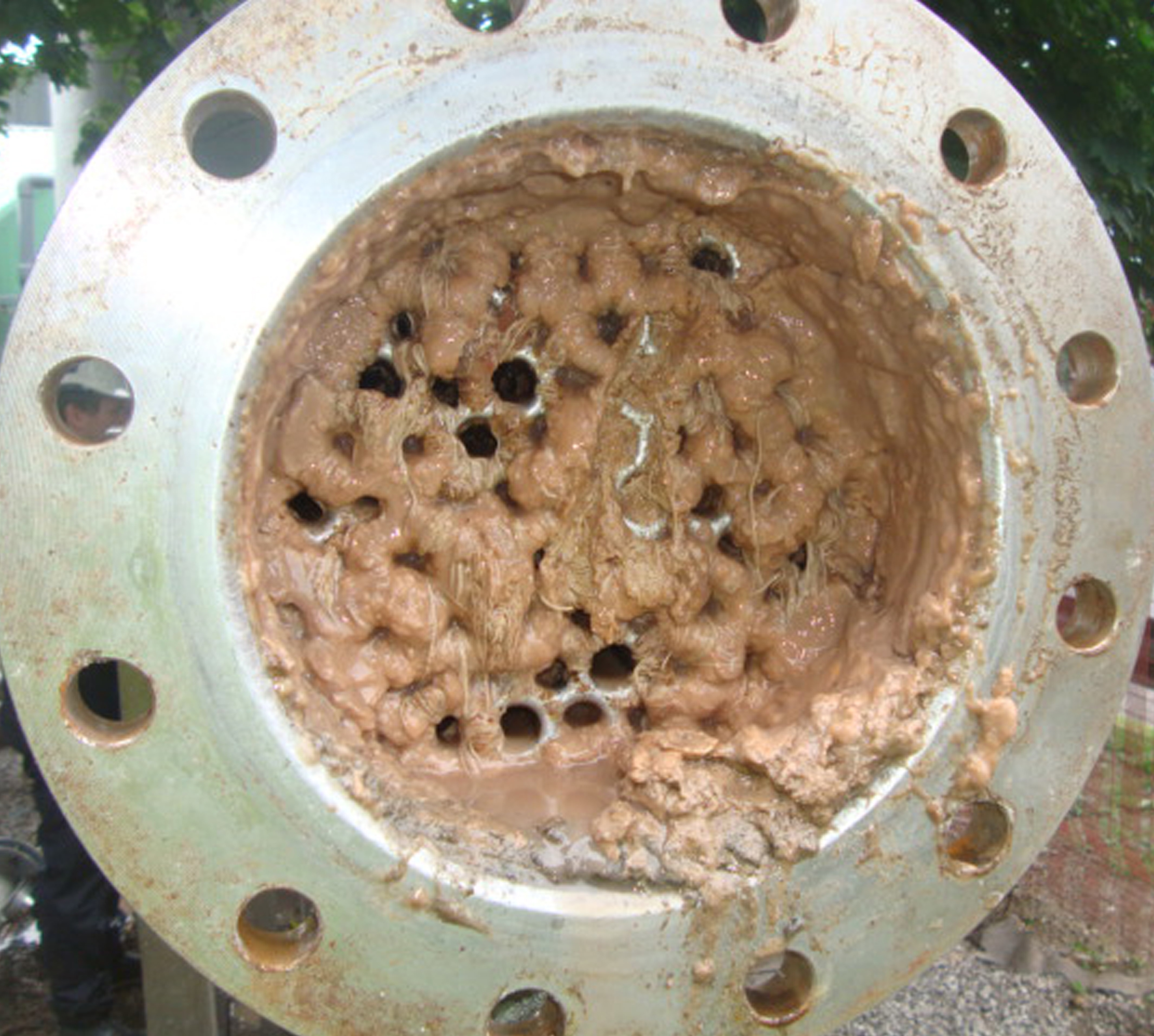
 Fouling deposits can occur on the tube- and shell-sides of the heat exchanger depending on the materials being handled. Images: HRS Heat Exchangers.
Fouling deposits can occur on the tube- and shell-sides of the heat exchanger depending on the materials being handled. Images: HRS Heat Exchangers. Georgia-based HRS Heat Exchangers says that in many cases the effects of fouling can be reduced by specifying the correct type of heat exchanger in the first place.
“Heat exchangers can be particularly susceptible to the effects of fouling when they handle difficult materials, such as sewage sludge or corrosive chemicals,” explains Matt Hale, international sales and marketing director at HRS. “Fouling can generally be divided into one of four categories: chemical fouling, biological fouling, deposition (or sedimentation) fouling, and corrosion fouling. Prevention is always better than cure, but as each type of fouling is caused by a different combination of chemical and physical reactions, prevention requires different actions in each case.”
Chemical fouling

Struvite (magnesium ammonium phosphate) is one of the most commonly encountered fouling agents. Companies, such as Ostara, recover it as a valuable nutrient for reuse.
Chemical fouling can take many forms but is caused by the deposition of different chemicals found in the solution being treated. Limescale (usually a mixture of calcium and magnesium) is the most familiar chemical fouling agent, regularly building up in our kettles and pipework. Limescale build up in heat exchangers can be prevented by dosing the solution with suitable chemicals, such as acid salt, while chemical agents are required for cleaning or removing limescale deposits.
Struvite (magnesium ammonium phosphate) is a phosphate mineral which can be a problem in sewage and wastewater applications. Keeping water temperatures below 65°C (149°F) will help prevent struvite formation, as will restricting the amount of phosphorus added to sludge digesters.
Another chemical which causes fouling is vivianite (ferrous phosphate), a particular problem where ferric chloride (pickle liquor) is added to sludge to control hydrogen sulfide (H2S) emissions. Prevention also relies on keeping operational temperatures below 65°C (149°F).
Biological fouling
Various forms of biological fouling can occur in heat exchangers. Algal fouling is often encountered where untreated river water is used for cooling. Environmental regulations may prevent the use of chemical additives, so using high water velocities or scraped surface heat exchangers can prevent algal fouling.
In some wastewater treatment sites, final filtered effluent (FFE) taken after the filter press is used as a free cooling medium. However, due to the high level of biological material contained in FFE, it has a high fouling potential and fouling can quickly occur, depending on the exact nature of both the FFE and the heat exchanger design. UV treatment can reduce the biological load, but the use of scraped surface heat exchangers is the most efficient way to prevent this type of fouling.
Deposition fouling

For materials with high fouling potential, a scraped-surface heat exchanger, like the patented HRS Unicus Series, may be required.
Deposition fouling occurs when particular materials present in a mixture or solution drop out and attach themselves to the heat exchanger surface. Fouling from sediment is the most common type of heat exchanger fouling seen. It can usually be prevented by good heat exchanger design. For example, making sure that the fluid has sufficient velocity and pressure; the use of corrugated tubes to prevent sedimentation; or specifying scraped-surface heat exchangers to continually remove sediment to ensure efficient operation.
Burn-on fouling occurs when fluid temperature is too high, causing sediment (particularly organic materials) to become baked on to the heat exchanger surface, and can occur where a malfunction has occurred. Control of water temperature (keeping it below 80 °C (176 °C)) will also help prevent burn-on.
Corrosion fouling

Corrosion fouling usually occurs in specific circumstances.
Corrosion fouling usually occurs in specific circumstances where either the material being treated, or the construction of the heat exchanger itself, is particularly susceptible to corrosion. For example, aluminum and copper can be highly reactive and frequently suffer from galvanic corrosion or the formation of oxides on the tube surface. Specifying a heat exchanger manufactured in a material which is resistant to such corrosion, yet maintains good thermal transfer properties, such as stainless steel, will overcome most of these issues.
“In all cases, good heat exchanger design can greatly reduce the incidence of fouling, or assist with regular cleaning,” comments Matt Hale. “Many factors, such as increasing turbulence through the use of corrugated tubes, using rotating or reciprocal scraper surface heat exchangers, choosing the right construction materials, designing integrated system failsafes, and facilitating servicing with easily removable tubes can all be employed to prevent, reduce or manage fouling so that heat exchangers work more efficiently for longer with minimal interference.”
Print this page